






Экструзионные линии для производства листов и панелей

И в промышленности, и в бытовых целях часто применяются панели и листы из различных полимерных материалов: полиэтилен, поликарбонат, полистирол, ПММА, ПВХ, ПЭТ, EVA, ABS и многие другие. Они отличаются высокой прочностью и термостойкостью, также практически не подвергаются гниению, а с применением особых добавок можно получить продукцию с определенными показателями прозрачности, цвета, огнеупорности и упругости.
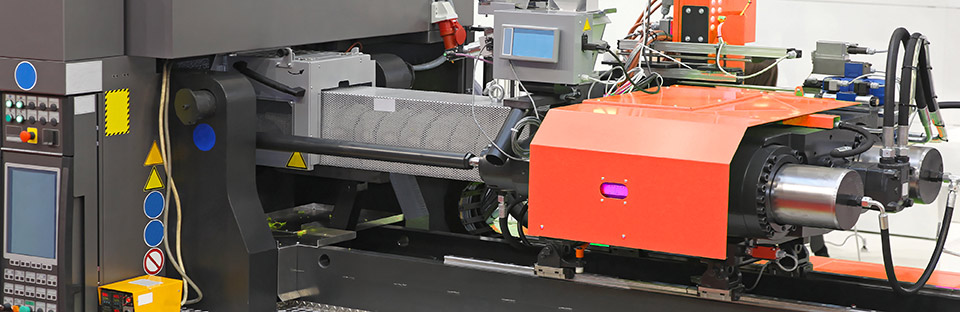
Изготовление полимерных панелей происходит на специальных экструзионных линиях, которые изготавливаются из производственных узлов разнообразной мощности и конфигурации, позволяя тем самым получить аппарат, выпускающий продукцию по определенным параметрам.
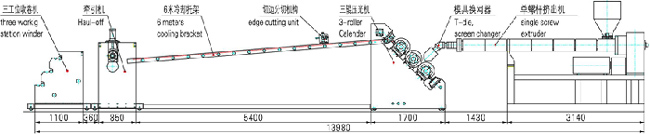
Состоит экструдирующее устройство, занимающееся выпуском пластмассовых панелей и листов, из следующих компонентов:
- Экструдер
- Фильера (формирующая головка, служащая для распределения размягченного полимера)
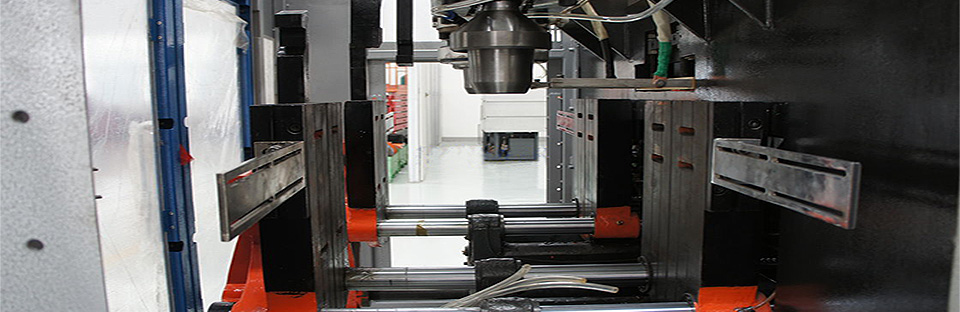
- Трехвалковый каландр (выполняет функции первичного охлаждения, а также контроля толщины)
- Протягивающее устройство
- Аппарат для нарезки продукции
- Охлаждающий аппарат
- Пневматический укладчик или намотчик
Технические характеристики экструзионных линий для призводства листов
| Модель | GRP1000 | GRP1200 | GRP1400 | GRP1600 | GRP1800 |
| Линейная скорость протяжки, м/мин | 1,5-1,5 | 1,2-1,2 | 1,5-1,5 | 1,2-1,2 | 1,2-1,2 |
| Ширина конечного продукта, мм | 850 | 1050 | 1250 | 1450 | 1600 |
| Модель экструдера, мм | 90/33 | 90/33 | 120/33 | 120/33 | 150/35 |
| PS (выход, кг/час) | 200 | 200 | 250 | 250 | 280 |
| PE (выход, кг/час) | 200 | 200 | 250 | 250 | 280 |
| PP (выход, кг/час) | 150 | 200 | 200 | 200 | 280 |
|
|
 |
 |

|

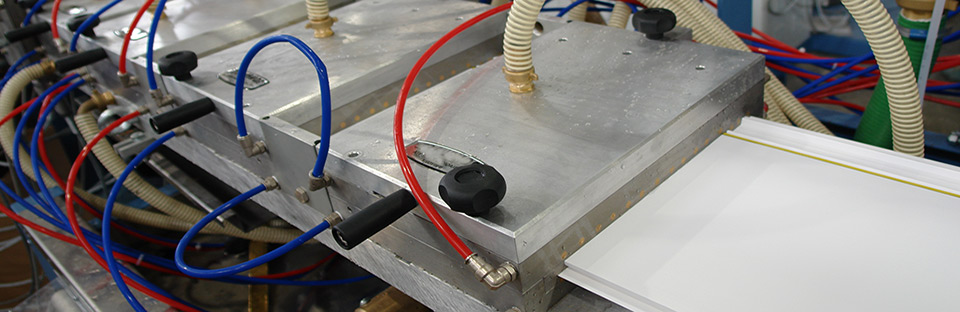
Формовочная фильера состоит из нескольких деталей, представляя собой сложнейший механизм: регулируемая верхняя "губа", сменная нижняя "губа" и перпендикулярные перемычки-блокираторы. Толщина изделия регулируется благодаря перемычкам, которые варьируют ширину зазора между "губами" фильеры.
На следующем этапе полимерный лист попадает на каландр, представляющий собой каток с несколькими валиками, которые могут быть как гладкими, так и текстурными, что определяет рельеф будущей продукции. Для получения идеально гладкой плиты устанавливают полированные валы, а для получения узора на поверхности панели ставят текстурные ролики (они также позволяют наносить рисунок или текст на лист). Изображение или текст обязательно должны быть реверсными, чтобы получить при штамповке желаемый результат. Благодаря комбинации валиков есть возможность получать панели с разнородной поверхностью.
Валы могут располагаться не только горизонтально, но и под любым заданным углом, благодаря креплениям экструзионной линии. Это позволяет варьировать формы и текстуры плит. Также валы оснащены термодатчиками, которые регулируют температуру роликов.
Полимерный пласт, выходя из формовочной головки, движется по S-образной траектории вокруг центрального и верхнего валов. Данный тип передвижения называется подачей вверх. Линию можно настроить и на обратное движение (подача вниз) при необходимости. Валы со спиральной насечкой применяются для придания плите прожилок. Чтобы продукция не прилипала к роликам, между заготовкой и каналами спирали подается жидкость, в качестве которой выступает вода или масло (в зависимости от используемого полимера). За счет каландирования изготавливается полимерный лист заданной толщины и ширины.
Затем заготовка проходит процесс охлаждения, после которого подается на протягивающее устройство, которое доставляет пласт к лезвиям нарезчика с помощью прорезиненных роликов с определенным натяжением. После укладчик формирует стопку из нарезанных на паллеты листов. При оснащении линии намотчиком конечный продукт будет представлен катушкой пластикового листа.