






Экструзионные линии для производства труб
 Экструзионная линия для производства труб представляет собой особенный вид промышленных автоматизированных конвейеров, специально предназначенных для изготовления трубчатых изделий и полимерных плит разнообразного назначения и любых размеров. Данные приборы дают возможность изготавливать изоляционные оболочки для проводов и трубы, которые применяются в системах водо- и газоснабжения, водосточных и дренажных комплексах. Главными преимуществами экструзионных линий является простота в обращении, высокая производительность, позволяющая оперативно, в зависимости от внутренних запросов предприятия или спроса, изменять объемы выпускаемой продукции.
Экструзионная линия для производства труб представляет собой особенный вид промышленных автоматизированных конвейеров, специально предназначенных для изготовления трубчатых изделий и полимерных плит разнообразного назначения и любых размеров. Данные приборы дают возможность изготавливать изоляционные оболочки для проводов и трубы, которые применяются в системах водо- и газоснабжения, водосточных и дренажных комплексах. Главными преимуществами экструзионных линий является простота в обращении, высокая производительность, позволяющая оперативно, в зависимости от внутренних запросов предприятия или спроса, изменять объемы выпускаемой продукции.
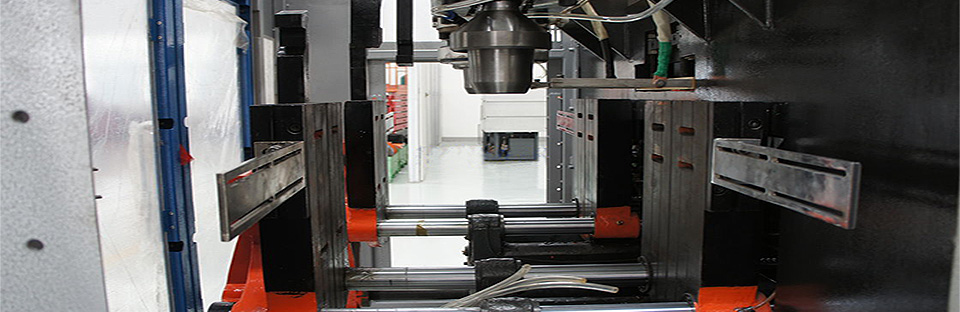
Несмотря на несколько существующих классификаций экструзионных линий для производства труб, основным и главным фактором разделения на категории этих приборов служит фильера - деталь, которая формирует трубную головку. Определяет внешний вид готовых изделий именно конструкция фильеры.
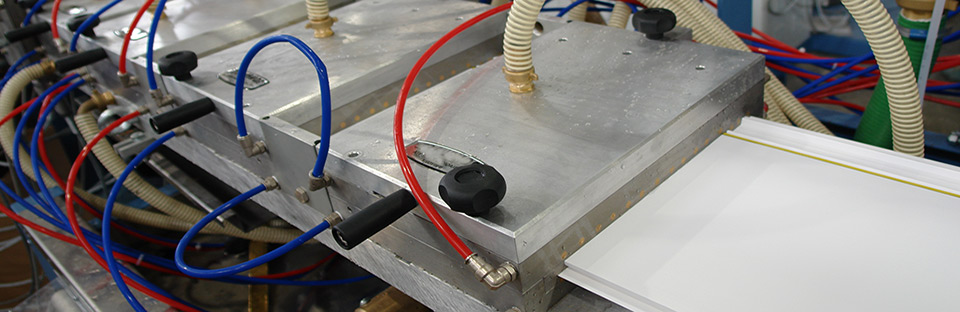
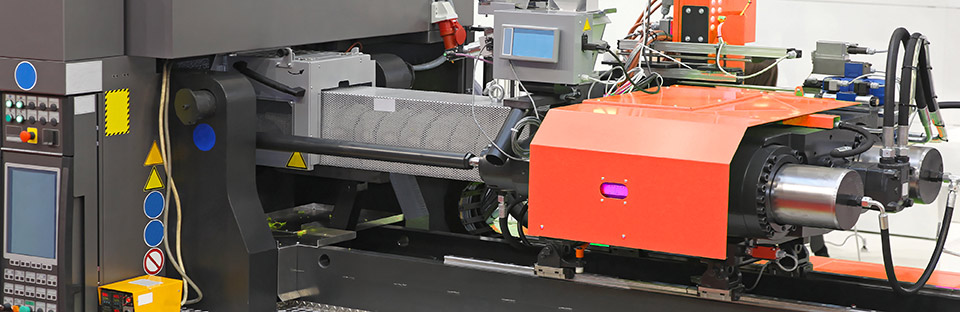
Экструзионная линия для производства полимерных труб в зависимости от назначения состоит из разнообразных узлов, но при этом каждая из них обязательно содержит несколько основных секций: экструдер, фильеры, калибратор, шестеренчатый насос расплава, охлаждающая ванна, измерительный прибор, протяжное устройство, укладчик или намотчик, нарезчик.
Технические характеристики экструзионных линий для производства гладких труб из ПВХ (PVC)
| Модель | GF63 | GF110 | GF200 | GF400 | GF630 | GF800 |
| Диаметр трубы, мм | 16-63 | 16-110 | 32-200 | 160-400 | 315-630 | 450-800 |
| Число траков, шт | 2 | 3 | 6 | 6 | 9 | 12 |
| Усилие отводов, кН | 6 | 8 | 11 | 30 | 40 | 50 |
| Скорость отвода, м/с | 15 | 12 | 8 | 4 | 2 | 2 |
| Общая мощность оборудования, кВт | 14 | 14 | 14 | 41 | 56 | 64 |
Также возможна нестандартная комплектация линий GF-250 и GF-500.
 |
 |
 |
 |
Изготовление труб посредством экструзионного оборудования - это сложный, многоступенчатый процесс. На первом этапе через воронку загрузочного бункера подается гранулированное сырье в нагревательный цилиндр, где происходит его расплавление и тщательное перемешивание.
На следующем этапе шестеренчатый насос с заранее заданной скоростью подает к головке фильеры порции расплавленной массы, где происходит формовка продукции. По принципу "непринудительной экструзии" изготавливаются трубки малого диаметра ( до 10 мм): сырье проходя через формующую головку приобретает вид конечного изделия. Изготовление труб большего диаметра происходит при помощи использования специального устройства - калибратора, которое расположено непосредственно сразу за фильерой и задает габариты заготовки будущей трубы. И именно в калибраторе изделие подвергается охлаждению и приобретает итоговый размер и форму.
Толщина стенки трубы зависит от количества экструдеров, их производительности и скоростью устройства протяжки. Количество слоев готового изделия зависит от количества экструдеров. На толщину изделия влияет скорость движения через протяжку: чем быстрее движется масса, тем тоньше будут слои изделия, и как следствие, сама труба на выходе из экструзионной линии.
Измерительный датчик контролирует диаметр трубы. Датчики могут быть представлены как ультразвуковым, так и лазерным устройством. Лазерные приборы принято считать более точными, они также регулируют в режиме реального времени толщину изделия. Более высокой показатель допустимой погрешности имеют ультразвуковые измерители. Данные измерители дешевле лазерных, поэтому их устанавливают обычно на экструзионных линиях бюджетного сегмента.
Для производства гофрированных труб и шлангов экструзионные линии оснащают специальным инструментом - гофратором. Монтируется он непосредственно за формующей головкой и занимается выполнением сразу двух функций: калибровкой изделия и придания ему волнообразного рельефа.